
During the production of cermet cutting tools using diamond or CBN grinding wheels, the size of edge chipping following the grooving process significantly impacts the tool's quality.
Consequently, manufacturers pay close attention to the condition of the cutting edge after the rod has been grooved.
We have identified the patterns governing the occurrence of such chipping during production; the specific parameters are as follows:
Equipment: ANCA TX7+
Diamond grinding wheel: 1A1 125×31.75×10×12 2GD64-MS-2
Tool specifications: Diameter 12 mm, flute length 30 mm, helix angle 40°, 4 flutes
Cermet rod specifications: Manufacturer – Meisherui; grade – unspecified.
Grinding parameters: Grinding wheel surface speed – 18 m/s;
Depth of cut – 1.68 mm;
Feed rate – 30 mm/min.
Slotting time: 6 minutes 23 seconds.
Magnified image of the tool cutting edge after slotting:
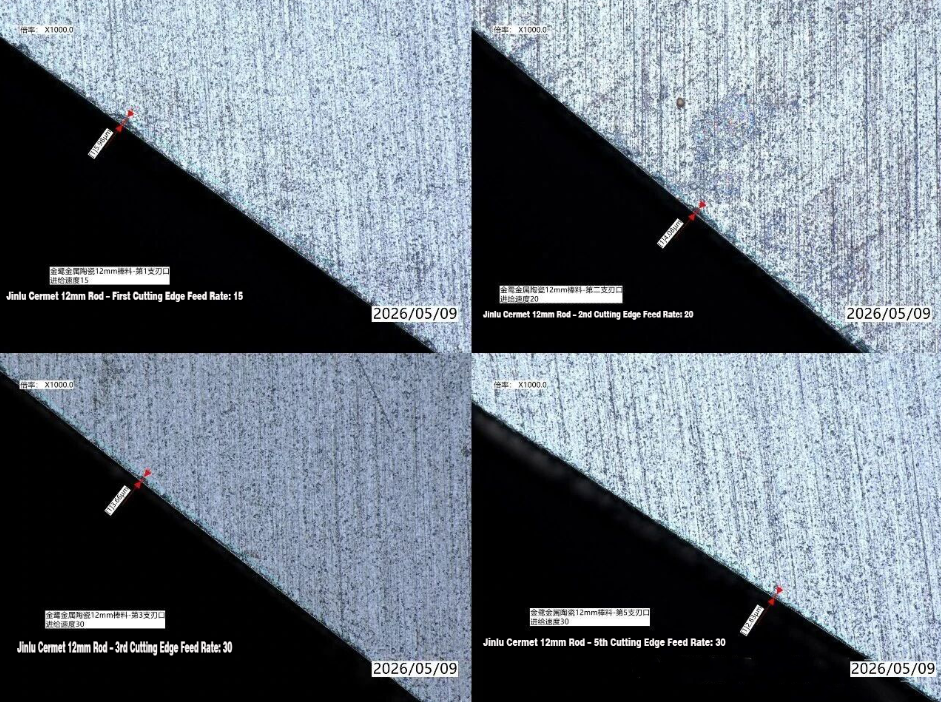
The chip size for the first workpiece is 5.98 μm, and 4.08 μm for the second; the third measures 3.66 μm, while from the fourth workpiece onwards, the chip size stabilizes at approximately 3 μm.
The observed patterns are summarized below:
1. When a grinding wheel is newly installed on the equipment, the chip size is largest on the first workpiece—due to factors such as wheel runout—and gradually decreases, reaching a normal level after approximately the third workpiece.
2. Chip size is closely related to the material; different manufacturers and different grades of rod stock result in varying chip sizes.
Typical chip size at the cutting edge after grooving:

Data Experimentation/Data Processing: Dong Yingxiao
Shijiazhuang Jinyunxiang Technology Co., Ltd.